E-mail:
steel-structure@sanhecg.com
Tel : +86-311-89607789
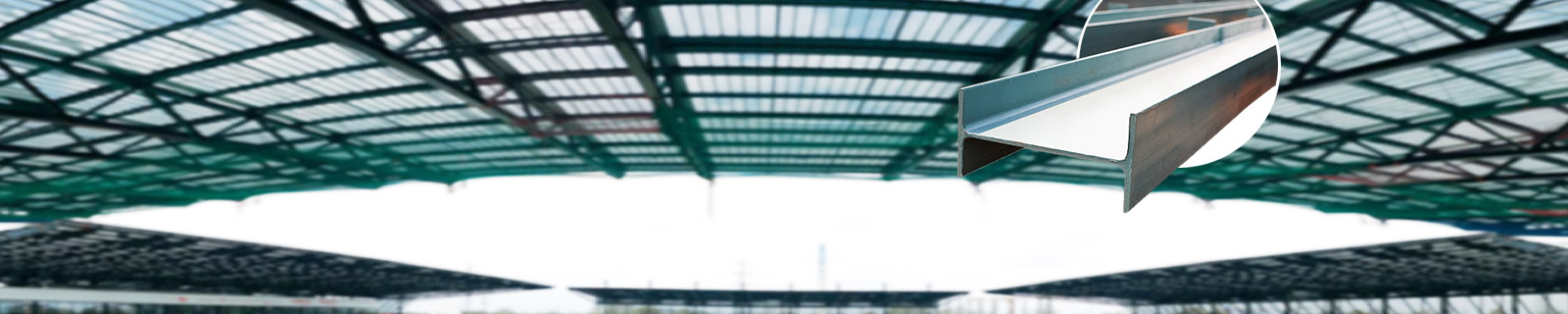
steel structure workshop is mainly composed of steel materials, and is one of the main types of building structures. The structure is mainly composed of steel beams, columns, trusses and other components made of profiled steel and steel plates. Welding seams, bolts or rivets are usually used to connect the components or components. Because of its light weight and simple construction, it is widely used in large factories, stadiums, super high-rise buildings and other fields.
In the welding process of steel structure, there are many matters needing attention. Once neglected, it is possible to make a big mistake. The following are a few points to note:
1. welding construction does not pay attention to selecting the best voltage.
The same arc voltage is selected for the bottom, filling, cover and groove size during welding. It may not reach the required penetration depth and width, and there are defects such as undercut, porosity and splash.
Solutions: In general, according to different situations, the corresponding long arc or short arc should be selected separately to get better welding quality and work efficiency. For example, in order to get a better penetration depth, short arc operation should be used in backing welding, filler welding or cover welding in order to obtain higher efficiency and weld width can be appropriate to increase the arc voltage.
2.welding does not pay attention to control welding deformation.
It is difficult to rectify the large deformation, difficult to rectify and increase the cost, especially for heavy plate and large workpiece. It is easy to cause crack or laminar tear by mechanical rectification.
Solutions: Adopt reasonable welding sequence, select suitable welding specification and operation method, and adopt anti-deformation and rigid fixing measures.
3. Welding does not control welding current.
When welding, in order to grab the progress, there is no groove for the butt weld of medium plate. Strength index decreases, even fails to meet the requirements of the standard. Cracks appear in bending test, which will make the performance of welded joints can not be guaranteed and pose potential hazards to the structural safety.
Solution: welding should be controlled according to welding current in process qualification, allowing 10 to 15% floating. The blunt edge dimensions of the groove should not exceed 6mm. When the plate thickness exceeds 6mm, the groove should be welded.
Message to this supplier



 Donna
Donna Jessica
Jessica